
 English
English 中文简体
中文简体 Español
Español30ml Perfume Bottles: Glass Perfume Bottle Guide & Buying Tips
أخبار الصناعة-محتوى
- 1 30ml Perfume Bottles Explained: Why This Size Dominates the Fragrance Market
- 2 Glass Composition: What a 30ml Perfume Bottle Is Actually Made From
- 3 How a 30ml Glass Perfume Bottle Is Manufactured Step by Step
- 4 Why 30ml Beats Other Bottle Sizes for Most Fragrance Launches
- 5 Neck Finish, Caps, and Spray Pumps on a 30ml Bottle
- 6 Customization Options Brands Use to Differentiate a 30ml Glass Perfume Bottle
- 7 What Drives the Cost of a 30ml Perfume Bottle
- 8 Packaging, Shipping, and Bulk Handling for Glass Perfume Bottles
- 9 Sustainability Considerations for Glass Perfume Bottle Packaging
- 10 Current Trends Shaping 30ml Perfume Bottle Design
- 11 How Brands Source a 30ml Perfume Bottle for Production
- 12 Frequently Asked Questions About 30ml Perfume Bottles
- 12.1 How many sprays does a 30ml perfume bottle actually provide?
- 12.2 Is a 30ml Glass Perfume Bottle better than a plastic one?
- 12.3 What neck finish should I request for a 30ml perfume bottle?
- 12.4 Can a 30ml perfume bottle be refilled?
- 12.5 Does frosted glass affect how the fragrance performs?
- 12.6 Why do some 30ml bottles cost more than others of the same size?
- 12.7 How long does it take to produce a custom 30ml Glass Perfume Bottle from scratch?
- 12.8 What is the difference between a crimp neck and a screw neck on a 30ml bottle?
- 12.9 How should a brand decide between a stock mold and a custom mold for a 30ml perfume bottle?
30ml Perfume Bottles Explained: Why This Size Dominates the Fragrance Market
A 30ml perfume bottle is the volume most fragrance brands choose when they want a product that feels premium without draining a customer's budget. Thirty millilitres delivers roughly 450 to 600 sprays depending on the atomizer, which translates into two to four months of daily wear for most people. That balance of longevity, price, and portability is the reason a Glass Perfume Bottle in the 30ml format sits at the center of nearly every niche and designer fragrance line launched in recent seasons. This guide walks through every technical and commercial angle of the 30ml glass format in detail: the raw glass itself, how it is formed and finished, the hardware that seals it, the customization paths brands use to stand out on a crowded shelf, the cost drivers buyers negotiate around, packaging and logistics considerations, sustainability angles, and the sourcing questions that come up most often when a brand moves from concept to production.
Fragrance packaging is rarely an afterthought. Because the liquid inside a bottle cannot be seen, smelled, or tested before purchase in most retail and online settings, the bottle itself becomes the primary signal of quality a shopper can evaluate at a glance. Weight in the hand, the crispness of the glass edges, the smoothness of the cap thread, and the precision of the spray all shape a buyer's first impression of the fragrance before a single spray reaches skin. A 30ml Glass Perfume Bottle therefore carries commercial weight far beyond simply holding liquid.
Glass Composition: What a 30ml Perfume Bottle Is Actually Made From
Fragrance oils contain alcohol concentrations that can reach 70 to 96 percent, and that alcohol is aggressive toward many packaging materials. Glass remains inert against ethanol, essential oils, and aromatic compounds, which is why a Glass Perfume Bottle is still the default choice even as brands experiment with aluminum and refillable formats.
Soda-Lime Glass
Soda-lime glass accounts for the majority of 30ml perfume bottles produced worldwide. It is formed from silica sand, soda ash, and limestone melted together at roughly 1500 degrees Celsius. This glass type is favored because it takes color additives well, polishes to a bright optical finish, and costs less to mold than borosilicate alternatives. Its relatively low melting point also shortens furnace cycle times, which keeps production throughput high for brands ordering in volume.
Borosilicate Glass
Borosilicate glass contains boron trioxide, which lowers the thermal expansion coefficient and makes the bottle more resistant to sudden temperature swings during shipping or storage. Brands positioning a fragrance as a premium or travel-durable product frequently specify borosilicate for the 30ml Glass Perfume Bottle even though the raw material cost runs 15 to 25 percent higher than soda-lime. The added resistance matters most for fragrance shipped through hot cargo holds or stored near direct sunlight, where rapid temperature shifts can stress a weaker glass structure.
Recycled Content Glass
Cullet, or crushed recycled glass, is now blended into new bottle production at ratios commonly between 20 and 40 percent. Using cullet cuts furnace energy consumption because recycled glass melts at a lower temperature than raw silica, and it has become a selling point for fragrance brands marketing themselves as environmentally conscious. Some suppliers now offer cullet ratios above 50 percent for brands willing to accept minor variance in glass clarity in exchange for a stronger sustainability claim.
Glass Wall Thickness and Weight
Wall thickness on a 30ml perfume bottle typically ranges from 1.5mm on lightweight designs to over 4mm on heavyweight luxury bottles. A heavier bottle is not simply about durability; weight is a deliberate tactile cue that signals value to the person holding it. Many premium fragrance houses intentionally overweight the base of the bottle so the product feels substantial even though the added glass contributes nothing to the fragrance capacity itself.
| Glass Type | Melting Point | Thermal Resistance | Typical Use |
|---|---|---|---|
| Soda-Lime | About 1500°C | Moderate | Mass-market fragrance lines |
| Borosilicate | About 1650°C | High | Premium and travel-focused lines |
| Recycled Cullet Blend | Lower than virgin glass | Moderate | Sustainability-marketed brands |
How a 30ml Glass Perfume Bottle Is Manufactured Step by Step
Understanding the production sequence helps a buyer ask sharper questions when comparing suppliers and helps explain why certain design choices cost more than others.
Mold Design and Tooling
Every 30ml perfume bottle begins as a technical drawing translated into a steel mold, usually machined from hardened tool steel capable of withstanding thousands of production cycles without losing dimensional accuracy. Stock molds already exist in supplier catalogs for common shapes, while a fully custom silhouette requires new tooling that can take four to eight weeks to machine and test before production begins.
Glass Forming
Two forming methods dominate perfume bottle production. The press-and-blow method presses molten glass into a rough shape before a secondary blow step finishes the final form, and it is generally used for narrow-neck bottles like the 30ml Glass Perfume Bottle because it produces more consistent wall thickness around the neck opening. The blow-and-blow method, by contrast, uses compressed air at both stages and is more common for wider-mouth containers.
Annealing
Freshly formed glass carries internal stress from uneven cooling. Bottles pass through an annealing lehr, a long conveyor oven that gradually reduces temperature over a controlled schedule, which relieves that stress and prevents the glass from cracking spontaneously after it leaves the factory. Skipping or rushing this stage is one of the most common causes of bottles that fail during later handling, capping, or shipping.
Surface Finishing and Decoration
After annealing, bottles move to decoration lines for frosting, spray coating, printing, or electroplating depending on the design brief. Each decoration pass typically requires its own curing or drying step, so a heavily decorated 30ml perfume bottle can pass through five or six separate production stations before it is ready for final assembly.
Assembly and Filling Line Compatibility
The finished glass bottle then moves to crimping, where the spray pump collar is mechanically sealed onto the neck finish, followed by cap application. Brands running high-speed filling lines should confirm neck finish tolerances with their glass supplier early, since dimensional variance as small as a fraction of a millimeter can cause jams on automated filling equipment.

Why 30ml Beats Other Bottle Sizes for Most Fragrance Launches
Fragrance brands rarely pick a bottle size at random. Volume choice affects unit cost, shelf presence, and how a customer perceives value relative to price. The 30ml perfume bottle sits in a sweet spot between sample-size testers and full-size 100ml bottles.
- A 10ml bottle is generally reserved for travel sets, sample kits, or roll-on oil concentrates because the spray count is too low for regular daily use.
- A 30ml bottle offers enough volume for two to four months of regular wear while keeping the retail price accessible, which is why it is frequently the entry point of a fragrance collection.
- A 50ml bottle is the mid-tier option many brands use as their primary SKU, offering better cost-per-milliliter value for repeat buyers.
- A 100ml bottle maximizes cost efficiency per spray but requires a higher upfront purchase, which limits it to loyal customers or gifting occasions.
Because a 30ml Glass Perfume Bottle costs less to produce than larger formats and still photographs beautifully on a shelf or in an online listing, it has become the default launch size for new fragrance houses testing a scent before committing to larger production runs. Independent perfumers in particular favor 30ml as their flagship size because it lowers the financial risk of a first production batch while still presenting as a full retail product rather than a sample.
Perceived Value at the 30ml Mark
Pricing psychology plays a role here too. A 30ml bottle priced noticeably below a 50ml or 100ml counterpart from the same collection signals an accessible entry point without making the smaller size feel like a downgrade, since the difference in spray count is not something most shoppers calculate precisely at the point of sale. This makes 30ml an effective anchor size for building a tiered pricing ladder across a fragrance line.
| Bottle Size | Common Role | Approximate Spray Count |
|---|---|---|
| 10ml | Travel or sample size | 70 to 140 |
| 30ml | Entry or launch size | 214 to 428 |
| 50ml | Primary retail SKU | 357 to 714 |
| 100ml | Value or gifting size | 714 to 1428 |
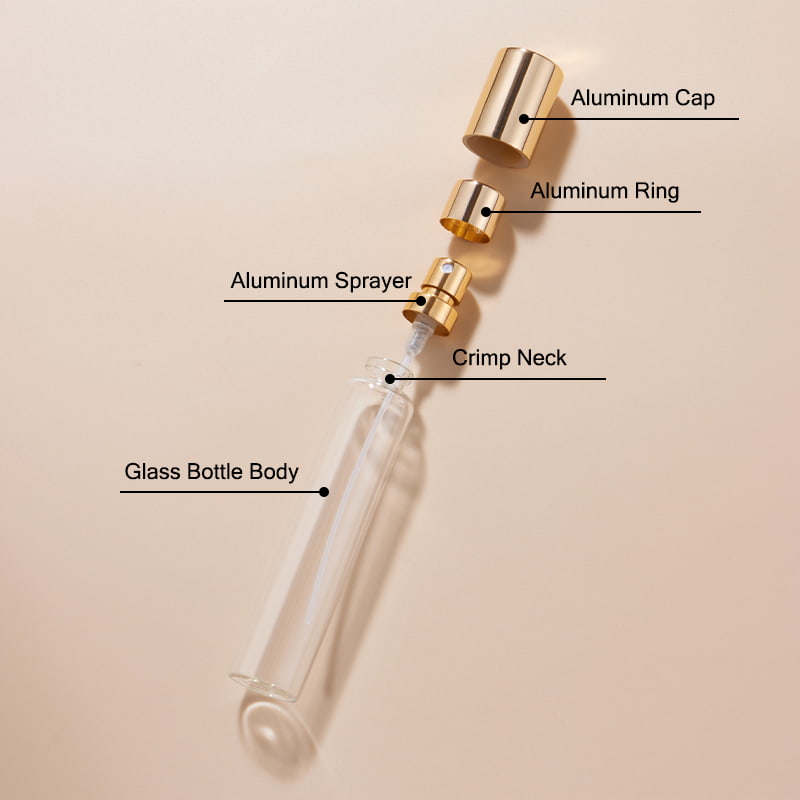
Neck Finish, Caps, and Spray Pumps on a 30ml Bottle
The glass body is only half of a finished 30ml perfume bottle. The neck finish, atomizer, and cap determine whether the product feels luxurious in a customer's hand or cheap and unreliable.
Neck Finish Standards
Most 30ml Glass Perfume Bottle necks are molded to a FEA 15mm or FEA 20mm crimp finish, which are the two industry-standard diameters that allow spray pumps from different manufacturers to fit without custom tooling. Matching the neck finish to the pump collar prevents leakage and misfires during the crimping stage of assembly. Some designer bottles use a screw-thread neck instead of a crimp finish specifically to support refillable systems.
Spray Pump Mechanisms
A standard perfume atomizer delivers between 0.07ml and 0.15ml per actuation. At the lower end of that range, a 30ml bottle yields roughly 428 sprays, while a higher-output pump brings the count down closer to 214 sprays. Brands targeting a longer perceived product life typically specify a finer, lower-output nozzle. Pump internals also affect mist quality, with higher-precision actuators producing a finer, more even spray pattern that disperses fragrance without saturating fabric or skin in one spot.
Cap and Collar Finishing
Caps for a 30ml Glass Perfume Bottle are commonly produced from zinc alloy, aluminum, or ABS plastic with an electroplated finish. Zinc alloy caps hold fine engraving and knurling detail better than plastic, which is why higher-priced fragrance lines gravitate toward metal caps even though they add weight and cost. The resistance a customer feels when twisting or pulling a cap is itself a quality signal, so many brands specify a magnetic or friction-fit closure engineered to feel snug without requiring excessive force.
Dip Tube Length
The dip tube that draws liquid up into the pump must be cut to match the internal height of the 30ml bottle precisely. A tube cut too long wastes fragrance at the bottom of the bottle that the pump can never reach, while a tube cut too short risks air intake and a weak, sputtering spray as the bottle nears empty.
| Pump Output per Spray | Approximate Spray Count | Estimated Daily-Use Duration |
|---|---|---|
| 0.07ml | About 428 sprays | 3.5 to 4 months |
| 0.10ml | About 300 sprays | 2.5 to 3 months |
| 0.15ml | About 214 sprays | 1.5 to 2 months |

Customization Options Brands Use to Differentiate a 30ml Glass Perfume Bottle
Because the underlying glass shape is often shared across many brands from the same mold supplier, decoration is where a fragrance house builds its visual identity.
Color and Coating
Spray coating, electroplating, and frosted acid-etching are the three most common ways to alter the look of a 30ml perfume bottle. Frosted finishes reduce glare and give the glass a matte, tactile quality that photographs well under studio lighting, while electroplating in gold, rose gold, or gunmetal tones is typically reserved for the cap and collar rather than the full bottle body. Gradient spray coating, where color intensity fades from the base toward the shoulder, has also become a popular way to make a stock mold feel more distinctive without commissioning custom tooling.
Printing and Labeling
Screen printing, hot stamping, and UV printing allow brand names and logos to be applied directly onto the glass surface rather than through a paper label. Hot stamping using foil produces the sharpest metallic lettering, while UV printing supports full-color graphics and gradient effects that foil cannot reproduce. Some brands combine both, using hot stamped foil for the logo and UV printing for supporting graphic elements on the same 30ml Glass Perfume Bottle.
Shape Engineering
Beyond color and print, brands commission custom mold shapes ranging from faceted geometric bodies to sculptural curves inspired by architecture or nature. A dedicated mold for a 30ml Glass Perfume Bottle typically requires a minimum order volume because tooling costs are amortized across the production run. Asymmetric or sculptural shapes also demand tighter process control during forming, since uneven wall thickness is more likely on non-uniform silhouettes.
Outer Box and Secondary Packaging
The bottle rarely travels to the customer alone. Rigid presentation boxes, magnetic-close cartons, and foam or paper inserts shaped to the bottle's exact silhouette all contribute to the unboxing experience, and many brands treat the outer box design with the same level of customization investment as the bottle itself.
- Frosted or acid-etched surfaces for a soft, matte tactile finish
- Electroplated caps in gold, silver, rose gold, or black nickel tones
- Hot stamping foil for crisp metallic logos and text
- UV digital printing for full-color, multi-tone artwork
- Gradient spray coating for a soft color transition across the bottle body
- Custom faceted or sculptural mold shapes for signature product lines
- Fitted presentation boxes and foam inserts for premium unboxing
What Drives the Cost of a 30ml Perfume Bottle
Two 30ml Glass Perfume Bottle designs can differ in unit price by several multiples even though they hold identical volumes of liquid. The gap comes down to a handful of measurable cost drivers rather than the size itself.
Tooling and Order Volume
Stock molds already amortized across many customers are always cheaper per unit than a custom mold built exclusively for one brand. Order volume then determines how quickly a custom tooling investment gets absorbed into the per-unit price, which is why suppliers set minimum order quantities on fully bespoke shapes.
Glass Weight and Type
Heavier bottles use more raw glass and more energy to form, and borosilicate or high-cullet-content formulas carry their own cost premiums or savings relative to standard soda-lime glass, as outlined earlier in this guide.
Decoration Complexity
Each additional decoration pass, whether frosting, printing, or electroplating, adds a labor and equipment step to the production line. A bottle with three or four decoration processes stacked together costs meaningfully more than a plain, undecorated bottle of the same shape.
Hardware Grade
Zinc alloy caps, precision atomizers, and metal collar rings all cost more than their plastic or lower-tolerance equivalents. Because hardware is sourced separately from the glass itself, buyers can often mix a mid-cost bottle with premium hardware, or the reverse, to hit a specific price target.
Freight and Fragility Packaging
Glass is heavy and breakable, so freight costs and protective packaging materials such as honeycomb dividers or foam trays add a real, sometimes underestimated, share of landed cost, particularly for buyers importing across long distances.
Packaging, Shipping, and Bulk Handling for Glass Perfume Bottles
Because a 30ml perfume bottle is fragile and comparatively heavy for its size once filled, logistics planning has a direct effect on breakage rates and total landed cost.
Export Carton Configuration
Bottles are typically packed into honeycomb paperboard dividers or molded pulp trays inside export cartons, with each divider cell sized precisely to the bottle's diameter to prevent bottle-to-bottle contact during transit. Overly loose packing is one of the most common causes of breakage claims on inbound glass shipments.
Palletizing and Container Loading
Cartons are stacked according to a load plan that accounts for carton crush strength, since glass bottles near the bottom of a pallet can be damaged by the compressive weight of cartons stacked above them over a multi-week ocean transit. Buyers ordering by the container load should request a loading diagram before shipment to confirm stacking height limits are respected.
Empty Versus Filled Shipping
Most 30ml Glass Perfume Bottle orders ship empty from the glass or component supplier to a separate filling facility, since shipping filled fragrance across borders introduces additional freight classification and customs handling considerations tied to the alcohol content of the liquid rather than the glass itself.

Sustainability Considerations for Glass Perfume Bottle Packaging
Glass is infinitely recyclable without losing purity or quality, which sets it apart from most plastic packaging alternatives. A 30ml perfume bottle made from soda-lime glass can be melted down and reformed repeatedly, and industry data shows recycled cullet reduces furnace energy use by roughly 2 to 3 percent for every 10 percent of cullet added to the melt.
Refillable bottle systems have also grown in popularity, where the customer keeps a durable 30ml Glass Perfume Bottle and purchases a lower-cost refill pouch or cartridge rather than a brand-new bottle each time. This model reduces packaging waste while giving brands a recurring purchase touchpoint with existing customers.
Lightweighting Without Losing Perceived Value
Some suppliers now offer lightweighted glass formulas engineered to hold structural strength with less raw material per bottle, cutting both carbon footprint and freight weight. The challenge for brands is balancing lightweighting against the heavier, more substantial feel that many shoppers still associate with quality, which is why lightweighting is often applied selectively to the base or shoulder of a design rather than uniformly across the whole bottle.
Mono-Material Design
Recycling facilities process glass more efficiently when a bottle is not permanently fused to mixed-material components. Brands increasingly design caps and collars that can be mechanically separated from the glass body at end of life, supporting cleaner recycling streams compared to bottles with bonded metal or composite elements that are difficult to strip away.
Current Trends Shaping 30ml Perfume Bottle Design
Fragrance packaging design moves in cycles, and several patterns are visible across recent product launches in the 30ml format.
- Matte and frosted finishes continue to outpace glossy clear glass in new launches, favored for their fingerprint-resistant surface and softer photographic look.
- Refillable architecture is expanding beyond luxury houses into mid-tier and independent brands as refill infrastructure becomes more accessible to smaller manufacturers.
- Sculptural, asymmetric bottle shapes are gaining ground over strictly symmetrical cylinders as brands look for shelf differentiation in saturated fragrance categories.
- Recycled glass content disclosure on packaging is becoming a more common marketing element as shoppers pay closer attention to material sourcing claims.
- Muted, nature-inspired color palettes for both glass tint and cap finish are replacing high-gloss metallics in several recent seasonal collections.
How Brands Source a 30ml Perfume Bottle for Production
Sourcing follows a fairly consistent sequence whether a brand is ordering a stock mold or commissioning a custom shape.
- Define the target retail price and spray count, which determines whether 30ml is the right volume for the product line.
- Select stock glass molds to reduce lead time, or commission a custom mold for a differentiated shape.
- Choose the neck finish standard, most commonly FEA 15 or FEA 20, so the pump supplier and glass supplier remain compatible.
- Confirm decoration methods such as frosting, printing, or electroplating and request physical samples before committing to a full production run.
- Run a small pilot batch to test for leakage, spray consistency, and glass clarity under real shipping conditions before scaling to full volume.
- Finalize export packaging specifications, including divider material and carton strength, based on the shipping distance and mode.
- Place the production order with a clear timeline that accounts for tooling, forming, decoration, and hardware assembly lead times separately.
Minimum order quantities for a 30ml Glass Perfume Bottle vary widely by supplier and decoration complexity. Stock, undecorated bottles can sometimes be ordered in smaller batches, while custom-molded shapes with electroplated hardware usually require larger commitments because of the upfront tooling investment.
Questions Worth Asking Before Committing to a Supplier
Buyers benefit from asking suppliers directly about furnace capacity, decoration in-house versus outsourced, typical sample lead time, and historical breakage rates on export shipments. A supplier that can answer these specifics quickly and with real production data is generally a stronger long-term partner than one offering only general assurances.

Frequently Asked Questions About 30ml Perfume Bottles
How many sprays does a 30ml perfume bottle actually provide?
Most 30ml bottles deliver between 214 and 428 sprays depending on the atomizer's output per actuation, which typically ranges from 0.07ml to 0.15ml.
Is a 30ml Glass Perfume Bottle better than a plastic one?
Glass does not react with the alcohol and aromatic compounds found in fragrance oils, so it preserves scent integrity better than most plastics over long storage periods, and it also carries a more premium tactile and visual quality on retail shelves.
What neck finish should I request for a 30ml perfume bottle?
FEA 15mm and FEA 20mm are the two most widely supported crimp finishes, and matching this specification to your chosen pump supplier avoids leakage or fitting problems during assembly.
Can a 30ml perfume bottle be refilled?
Yes, many brands now design refillable 30ml formats using a removable base or a screw-fit atomizer so customers can purchase a refill cartridge instead of a full new bottle.
Does frosted glass affect how the fragrance performs?
Frosting is a surface treatment applied through acid-etching or coating and does not change the glass composition beneath it, so fragrance stability and shelf life remain the same as a clear bottle of the same glass type.
Why do some 30ml bottles cost more than others of the same size?
Cost differences usually come from glass type, mold complexity, decoration method, and pump quality rather than the bottle volume itself, since a custom-shaped bottle with electroplated hardware requires more tooling and finishing steps than a stock design.
How long does it take to produce a custom 30ml Glass Perfume Bottle from scratch?
Custom tooling alone can take four to eight weeks, and total lead time including sampling, decoration setup, and a pilot run often stretches to twelve weeks or more before a full production order is ready to ship.
What is the difference between a crimp neck and a screw neck on a 30ml bottle?
A crimp neck permanently secures the pump collar by mechanically compressing metal around the glass, which is standard for non-refillable bottles, while a screw neck uses a threaded connection that allows the pump or refill unit to be removed and replaced, which is standard on refillable designs.
How should a brand decide between a stock mold and a custom mold for a 30ml perfume bottle?
A stock mold is the faster and lower-risk path for a first launch or a smaller order, while a custom mold makes more sense once order volume is large enough to absorb tooling costs and the brand has a clear, tested design it wants to protect as a visual signature.
منتجاتنا //
المنتجات ذات الصلة





- E-mail: [email protected]
- Phone: +86-15962399191
- Add: رقم 60-7، الجانب الشرقي من طريق جينتشونغ، بلدة جينفنغ، مدينة تشانغجياقانغ، مدينة سوتشو، مقاطعة جيانغسو
حقوق الطبع والنشر © Zhangjiagang Haojie Packaging Technology Co., Ltd جميع الحقوق محفوظة .
 مصنع تعبئة مستحضرات التجميل حسب الطلب
مصنع تعبئة مستحضرات التجميل حسب الطلب
مصنع تعبئة مستحضرات التجميل حسب الطلب